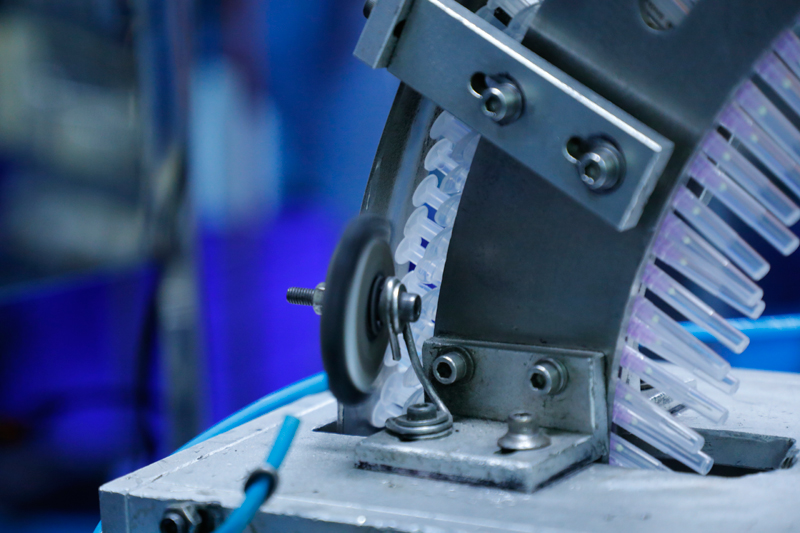
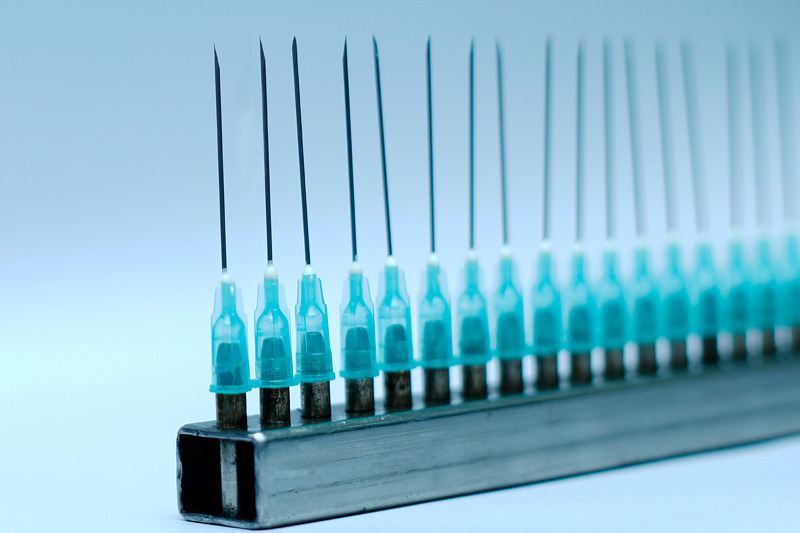
Advanced Production Units: Equipped with automated systems and high-precision equipment for consistent quality.
State-of-the-Art Technology: Our facility integrates the latest advancements in medical manufacturing, optimizing efficiency and ensuring superior product quality.
Sterile Environment: Our facilities maintain strict hygiene and contamination control measures.
Research & Development Lab: Dedicated to continuous innovation and product enhancement.
Quality Control Department: Ensuring rigorous testing and compliance with international standards.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}